تعتقد OEE أن العديد من الأصدقاء قد سمعوا بها ، وهي واحدة من مؤشرات الأداء الرئيسية الرئيسية التي تهتم بها العديد من الشركات في موقع الإنتاج. سيكون لدى معظم الناس على الأقل مفهوم غامض ، أي أن OEE هو نسبة مئوية ، أما بالنسبة لكيفية مصدره ، فالكثير من الناس لا يعرفون ، ولا يكلفون أنفسهم عناء دراسته ، لأنهم يستطيعون القفز من هذه القيمة عن طريق كتابة بعض الأرقام في الجدول أو النظام.مرة أخرى ، معرفة ما هو عليه ، ولكن أيضا معرفة السبب ، من أجل أن تكون قادرا على الهجوم والتراجع والدفاع والشعور بالراحة.اليوم ، دعنا نلقي نظرة على ما يدور حوله OEE هذا.1. مفهوم OEEيرمز OEE إلى "الكفاءة الإجمالية للمعدات" ، وهو اختصار للاختصارات الثلاثة ل كفاءة المعدات الإجمالية.2. أهمية مراقبة OEEالغرض الوحيد من أنشطة الإنتاج في المصنع هو إنتاج أكبر عدد ممكن من المنتجات المؤهلة للعملاء في وقت محدود.ولكن حتما ، ستكون المعدات قديمة ، وسيتم ارتداء الأجزاء ، وسيتدفق الموظفون ، وستتغير البيئة ، وستستمر جميع أنواع التغييرات الصغيرة وغير المحسوسة في العمل في عملية الإنتاج ، مما يؤدي إلى عدم قدرة الطاقة الإنتاجية على تلبية المعايير ، والكفاءة لا تواكب ، ومعدل تأهيل المنتج لا يرقى إلى المستوى القياسي.في هذا الوقت ، يجب أن يكون هناك مؤشر يمكن أن يعكس بدقة هذه المواقف ، OEE.3. صيغة لحساب OEEOEE = معدل التشغيل الزمني × معدل تشغيل الأداء × معدل النجاح3.1 معدل تشغيل الوقتدعنا نتحدث عن معدل استخدام الوقت أولا ، والذي يعكس استخدام وقت المعدات:معدل التشغيل الزمني = وقت العمل الفعلي / وقت العمل المخطط لهما هي ساعات العمل المخطط لها؟ساعات العمل المخططة = الوقت المتاح لكل وردية - وقت التوقف المخطط لهالوقت المتاح لكل وردية ثابت ، وإذا كانت آلية ثلاثية الورديات ، فإن الوقت المتاح لكل وردية هو 480 دقيقة. ولكن ما إذا كان يمكن استخدام هذه الدقائق ال 480 بنسبة 100٪ ليس بالضرورة. تحتاج العديد من المعدات إلى تشغيلها من قبل الأشخاص ، ومن المستحيل على الناس عدم تناول الطعام أو الشراب أو الراحة لمدة 8 ساعات في نوبة ، كما تحتاج المعدات إلى صيانة دورية. لذلك ، يجب أن يعتمد وقت العمل المخطط على الوقت المتاح ، مثل وقت راحة الموظفين ، ووقت التسليم قبل الوردية لكل وردية ، ووقت صيانة المعدات المخطط له ، وما إلى ذلك.إذن ما هي ساعات العمل الفعلية؟ساعات العمل الفعلية = ساعات العمل المخططة - وقت التوقف غير المخطط لهمن السهل فهم وقت التوقف غير المخطط له على أنه تعطل غير متوقع ناتج عن أسباب مفاجئة وغير متوقعة ، مثل الصمامات المنفوخة أو التروس المكسورة التي تسبب تعطل المعدات. أو وقت الاستبدال المؤقت الناجم عن الطلبات العاجلة ، إلخ. الشيء الرئيسي هو مفاجأة.
3.2 معدل قيادة الأداءيعكس معدل تشغيل الأداء أداء المعدات ، وهي نسبة الإنتاج النظري إلى الإنتاج الفعلي.معدل تشغيل الأداء = صافي معدل التشغيل × معدل التشغيل بسرعةلا تقلق ، على الرغم من وجود العديد من "المعدلات" ، ولكن يتم تقسيمها واحدة تلو الأخرى ، ومن السهل تذكرها!صافي معدل القيادة = (الإنتاج × وقت الدورة الفعلي) / وقت العمل الفعليتقيس نسبة التشغيل الصافية الخسارة الناجمة عن بعض فترات التوقف الصغيرة ونقاط المشاكل في عملية الإنتاج.من السهل فهم الإخراج ، وهو عدد المنتجات المنتجة في الفصل.ما هو الإيقاع؟بعبارات بسيطة ، دورة الدورة هي الوقت بين منتجين في ظل ظروف الإنتاج العادية. أو متوسط الوقت المستغرق لإكمال المنتج. قد يكون إيقاع كل محطة مختلفا ، ويكون إيقاع العملية برمتها مقيدا بإيقاع محطة عنق الزجاجة.معدل تشغيل السرعة = الإيقاع النظري / الإيقاع الفعلييعكس معدل تشغيل السرعة فقدان كفاءة المعدات بسبب الشيخوخة والصيانة غير السليمة وما إلى ذلك.من السهل الحصول على الإيقاع الفعلي ، ويمكن استخدام متوسط الوقت الذي تم الحصول عليه عن طريق الضغط على ساعة الإيقاف في موقع الإنتاج وقرص الساعة عدة مرات كإيقاع فعلي. العديد من الكنوز لا تعرف الإيقاع النظري ، ما عليك سوى الانتقال مباشرة إلى قسم تطوير العمليات في الشركة لطلب ذلك. يتم تحديد وقت الدورة النظرية في بداية تطوير العملية ، ويتم تصميم وقت الدورة النظرية وفقا لمتطلبات طلب العميل في أفضل حالة للمعدات.3.3 معدل النجاحهذا بسيط ، فهو يعكس مدى فعالية عمل الجهاز.المعدل المؤهل = عدد المنتجات / المخرجات المؤهلة4. حالات حساب OEEإذا كان الوقت المتاح للوردية التي تكون مسؤولا عنها هو 480 دقيقة ، فيجب أن يكون لديك اجتماع قبل الوردية لمدة 10 دقائق قبل بدء كل وردية لتولي حالة الإنتاج في الوردية السابقة. 12:00-12:30 ظهرا هو الوقت المناسب للموظفين لتناول الطعام والراحة ، وفقا للخطة ، يحتاج قسم الصيانة إلى تشحيم وصيانة محامل المعدات ، الأمر الذي يستغرق 30 دقيقة. أثناء عملية الإنتاج ، بسبب الأخطاء المتكررة في برنامج الاختبار ، اضطر الفنيون إلى إيقاف الماكينة للفحص واستئناف الإنتاج بعد 40 دقيقة. نظرا لأن مسار محطة معينة يتم تشويره بشكل متكرر ، فقد تغير وقت إنتاج كل منتج من 60 ثانية إلى 65 ثانية حالية. عندما تخرج من العمل ، بعد الإحصائيات الخاصة بك ، تم إنتاج ما مجموعه 340 منتجا في المناوبة ، وتم إلغاء 5 منتجات. احسب OEE لهذه الفئة؟أولا ، وفقا لمعادلة حساب OEE ، دعنا نحسب معدل تشغيل الوقت:الوقت المتاح هو 480 دقيقة ، ووقت العمل المخطط له هو 480-10-30-30 = 410 دقيقة ، ووقت العمل الفعلي هو 410-40 = 370 دقيقة.
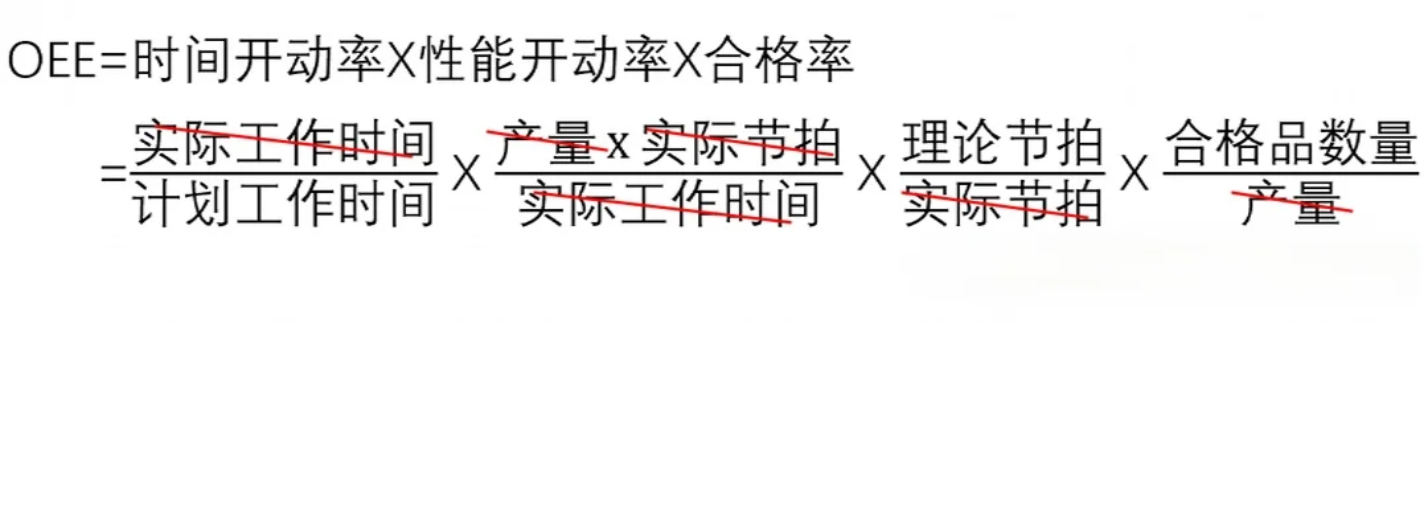
معدل التشغيل الزمني = وقت العمل الفعلي / وقت العمل المخطط = 370/410 = 90.2٪ ؛دعونا نلقي نظرة على حساب معدل تشغيل الأداء:صافي معدل التشغيل = (الإخراج × وقت الدورة الفعلي) / وقت العمل الفعلي = (340 * 65/60) / 370 = 99.5٪ ؛معدل تشغيل السرعة = وقت الدورة النظرية / وقت الدورة الفعلي = 60/65 = 92.3٪ ؛لذلك ، فإن معدل تشغيل الأداء = معدل التشغيل الصافي × معدل التشغيل السريع = 99.5٪ * 92.3٪ = 91.8٪ ؛أخيرا ، انظر إلى معدل النجاح:معدل النجاح = 335/340 = 98.5٪ثم يمكننا الحصول على OEE للتحول:OEE = 90.2٪ * 91.8٪ * 98.5٪ = 81.6٪في الواقع ، وفقا لمنطق حساب OEE الموضح في الصورة التالية ، يمكن تقريب بعض العناصر العامة مباشرة ، مما يعني أنه ليست هناك حاجة إلى الكثير من المعلومات عند حساب OEE. نحتاج فقط إلى معرفة وقت العمل المخطط له ، ووقت الدورة النظرية وعدد المنتجات المؤهلة المنتجة لكل وردية لحساب OEE ، ولكن هناك مشكلة هنا ، أي أنه بمجرد أن يتقلب OEE بشكل كبير ، أو لا يفي بجدية بالمعيار ، لا يمكننا رؤية اتجاه مشكلة التحليل ، سواء كان ذلك بسبب انخفاض العائد ، أو وجود عمال أجانب يطحنون في موقع الإنتاج ، أو هناك مشكلة في استقرار المعدات.