
12
2025.8
автор
88
Объем чтения
Материалы из титановых сплавов стали важными конструкционными материалами благодаря своей высокой прочности, низкой плотности и хорошей коррозионной стойкости, которые позволяют значительно снизить вес конструкционных деталей при соблюдении требуемых характеристик и надежности конструкционных деталей, и широко используются в аэрокосмической, судостроительной, нефтехимической, автомобильной и других областях. Благодаря таким характеристикам титанового сплава, как высокая прочность, высокая твердость и низкая теплопроводность, температура наконечника инструмента будет слишком концентрированной в процессе обработки, что приведет к быстрому износу и выходу инструмента из строя, сокращению срока службы инструмента и увеличению стоимости резки и механической обработки. В случае высокой скорости съема материала износ инструмента также увеличит трение между режущей кромкой и заготовкой, тем самым увеличивая силу резания, что приведет к снижению качества обработки поверхности заготовки и даже к проблеме брака детали. Поэтому необходимо выбрать подходящую смазочно-охлаждающую жидкость для улучшения качества обработки поверхности заготовки за счет охлаждения и смазки, замедления износа инструмента, продления срока службы инструмента, снижения затрат на закупку инструмента и удовлетворения требований по снижению энергопотребления, зеленому, низкоуглеродному и устойчивому развитию. С учетом вышеуказанных проблем, основанных на широком применении титанового сплава в аэрокосмической промышленности и требованиях к качеству прецизионной обработки соответствующих компонентов, в данной работе проводятся актуальные исследования по оценке адаптивности производительности обработки титановых сплавов на основе различных смазочно-охлаждающих жидкостей, а также дана научная основа для оптимального выбора и применения смазочно-охлаждающих жидкостей.
2 Условия эксперимента
2.1 Экспериментальная платформа и оборудование
Экспериментальным материалом является сплав TC4, а после отжига микротвердость материала составляет около HRC 35. В нем используется цельная твердосплавная концевая фреза с четырьмя зубьями номинальным диаметром 16 мм и основным материалом из твердого сплава K20-K40, а поверхность инструмента покрыта покрытием TiAlSiN толщиной 3 мкм.
Экспериментальное оборудование оснащено вертикальным обрабатывающим центром VDM850 (диапазон скоростей 50 ~ 8 000 об/мин, максимальная мощность 15 кВт); Для сбора сигналов силы резания использовался манометр (Kistler 9257B, Швейцария). усыновлятьИзмеритель шероховатости поверхности(Mahr MarSurf M300C, Германия) для измерения шероховатости поверхности при резке; Цифровой микроскоп Dino-Lite (камера DDC) использовался для измерения ширины полосы износа задней поверхности лопасти. Система обработки данных представлена на рисунке 1.

Рис.1 Система фрезерования титанового сплава
2.2 Протокол эксперимента
Высокоскоростная непрерывная резка заготовок из титанового сплава (размерами 100 мм× 50 мм×50 мм) проводилась в условиях СОЖ А и СОЖ Б соответственно, а скорость резания, подача на зуб, ширина реза, глубина резания и параметры процесса резания всесторонне оценивались по скорости резания, подаче на зуб, ширине реза, глубине резания и параметрам процесса резания. Что касается измерения и записи данных: сигнал силы резания в этом интервале собирается с помощью манометра; Измеритель шероховатости поверхности использовался для измерения шероховатости трех различных положений поверхности реза вдоль направления подачи, а среднее значение было зарегистрировано для анализа влияния двух смазочно-охлаждающих жидкостей на качество обработки поверхности титанового сплава. С помощью цифрового микроскопа Dino-Lite наблюдались за задней режущей поверхностью четырех режущих кромок концевой фрезы, фотографировалась их морфология износа и измерялась ширина полосы износа, чтобы косвенно судить о влиянии двух смазочно-охлаждающих жидкостей на срок службы инструментов. Когда ширина полосы износа на тыльной стороне инструмента достигает 0,3 мм, инструмент достигает норматива тупости.
3 Результаты и анализ
3.1 Шероховатость поверхности
Результаты показаны на рисунке 2, подача на зуб оказывает относительно значительное влияние на шероховатость поверхности, потому что с увеличением подачи каждого зуба усилие резания также будет увеличиваться, что приведет к небольшой вибрации режущей кромки, так что детали будут производить упругопластическую деформацию, приводящую к перерезанию или подрезу деталей, так что шероховатость поверхности постепенно увеличивается; Точно так же, как увеличивается глубина резания, увеличивается и сила резания, получаемая инструментом, а шероховатость поверхности обычно увеличивается с увеличением глубины резания. В условиях испытания эффективность резания режущей кромки будет увеличиваться с увеличением скорости резания, поэтому уменьшение силы резания может помочь снизить значение шероховатости поверхности, что приведет к небольшому снижению значения шероховатости поверхности. Сравнивая две смазочно-охлаждающие жидкости, шероховатость поверхности заготовки из титанового сплава с параметрами обработки в основном одинакова, но общая шероховатость поверхности титанового сплава немного ниже при использовании смазочно-охлаждающей жидкости A, и можно получить лучшее качество обработки поверхности.
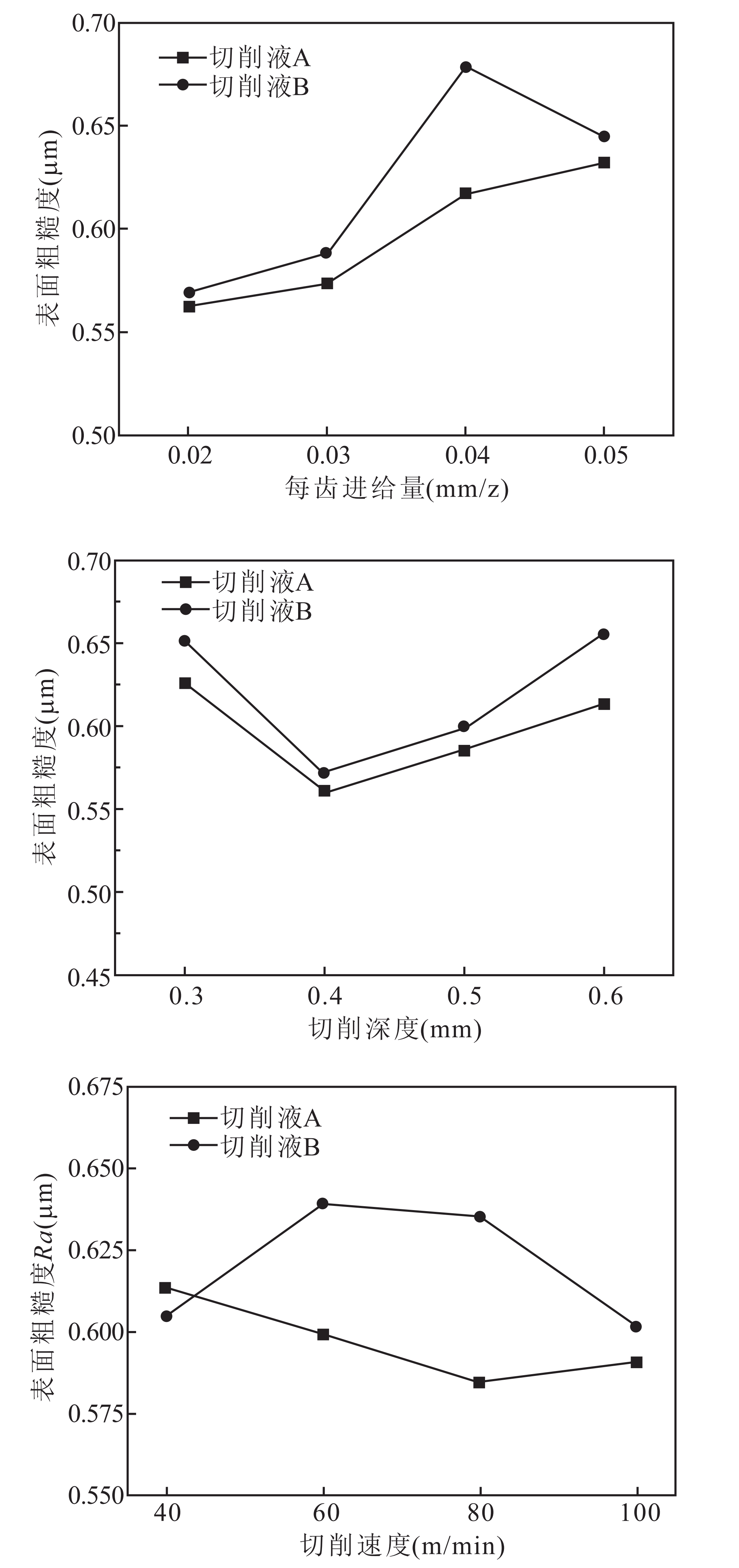
Рис.2 Влияние двух параметров процесса на качество поверхности под смазочно-охлаждающей жидкостью
На рис.3 представлена топография поверхности заготовки из титанового сплава, сфотографированной лазерным сканирующим микроскопом Keyence 3D, и при том же процессе фрезерования (vc=80 м/мин, fz=0,03 мм/z, ap=0,6 мм, ae=12 мм) среднее отклонение контура поверхности, обработанной СОЖ А, меньше, чем у СОЖ В, а поверхность более плоская.
Смазочно-охлаждающая жидкость А и СОЖ В используются для фрезерования титанового сплава, при этом процесс резания инструмента и значение шероховатости поверхности обработанной заготовки из титанового сплава проверяются и записываются, а также регистрируются параметры процесса:виртуальный канал=80 м/мин,Фз=0,025 мм/з,АП=0,5 мм, ae=10 мм, а шероховатость поверхности, зарегистрированная во время резания инструмента, показана в таблице 1.

(a) Смазочно-охлаждающая жидкость A (b) Смазочно-охлаждающая жидкость B
Рис.3 Сравнение морфологии поверхности двух типов обрабатывающей жидкости
Таблица 1 Значения шероховатости поверхности при фрезеровании титанового сплава в двух режимах смазочно-охлаждающей жидкости

В процессе резания инструмента закон изменения шероховатости поверхности заготовки показан на рисунке 4.
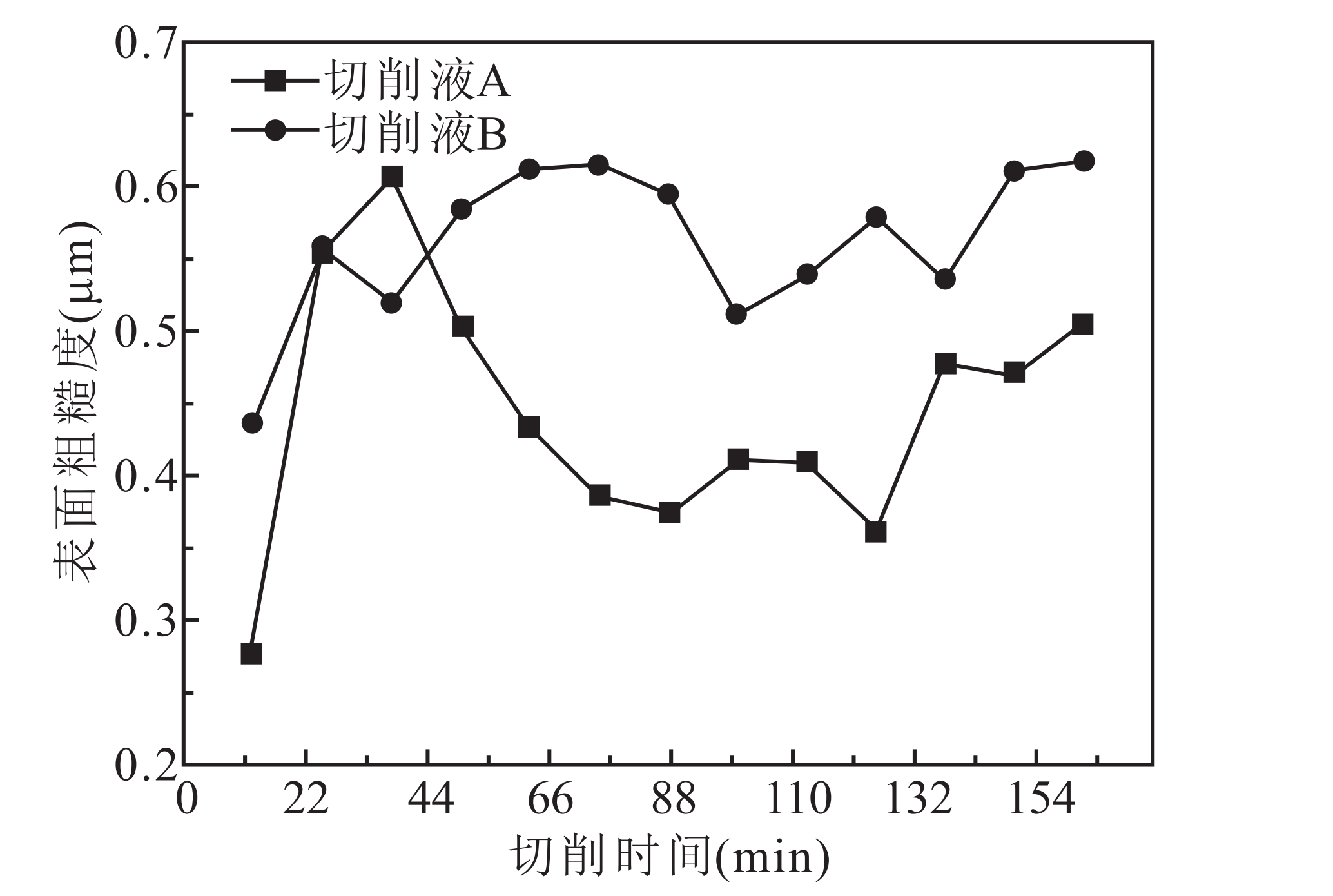
Рис.4 Значение шероховатости поверхности Ra под двумя смазочно-охлаждающими жидкостями изменяется со временем резания
На ранней стадии обработки резанием, поскольку инструмент достаточно острый, хорошее качество обработки поверхности может быть получено при использовании обеих смазочно-охлаждающих жидкостей, а значение шероховатости поверхности Ra низкое. При начальном износе инструмента значение шероховатости поверхности Ra заготовки постепенно увеличивается. После вступления в период стабильного резания качество поверхности заготовки постепенно стабилизировалось, и Ra составил около 0,45 мкм при условии смазочно-охлаждающей жидкости А. Ra составляет около 0,55 мкм в состоянии СОЖ B; По мере увеличения времени резания износ инструмента усиливается, а значение шероховатости поверхности Ra, полученное двумя используемыми смазочно-охлаждающими жидкостями, имеет тенденцию к увеличению. В целом, качество обработки поверхности, полученное при использовании СОЖ А, лучше, а шероховатость поверхности заготовки в период плато снижается примерно на 20% по сравнению с СОЖ В.
3.2 Твердость поверхности
Как показано на рисунке 5, для резки титанового сплава использовались две смазочно-охлаждающие жидкости, проверялась микротвердость поверхности заготовки из титанового сплава, а также анализировалась поверхностная упрочненность заготовки после механической обработки.
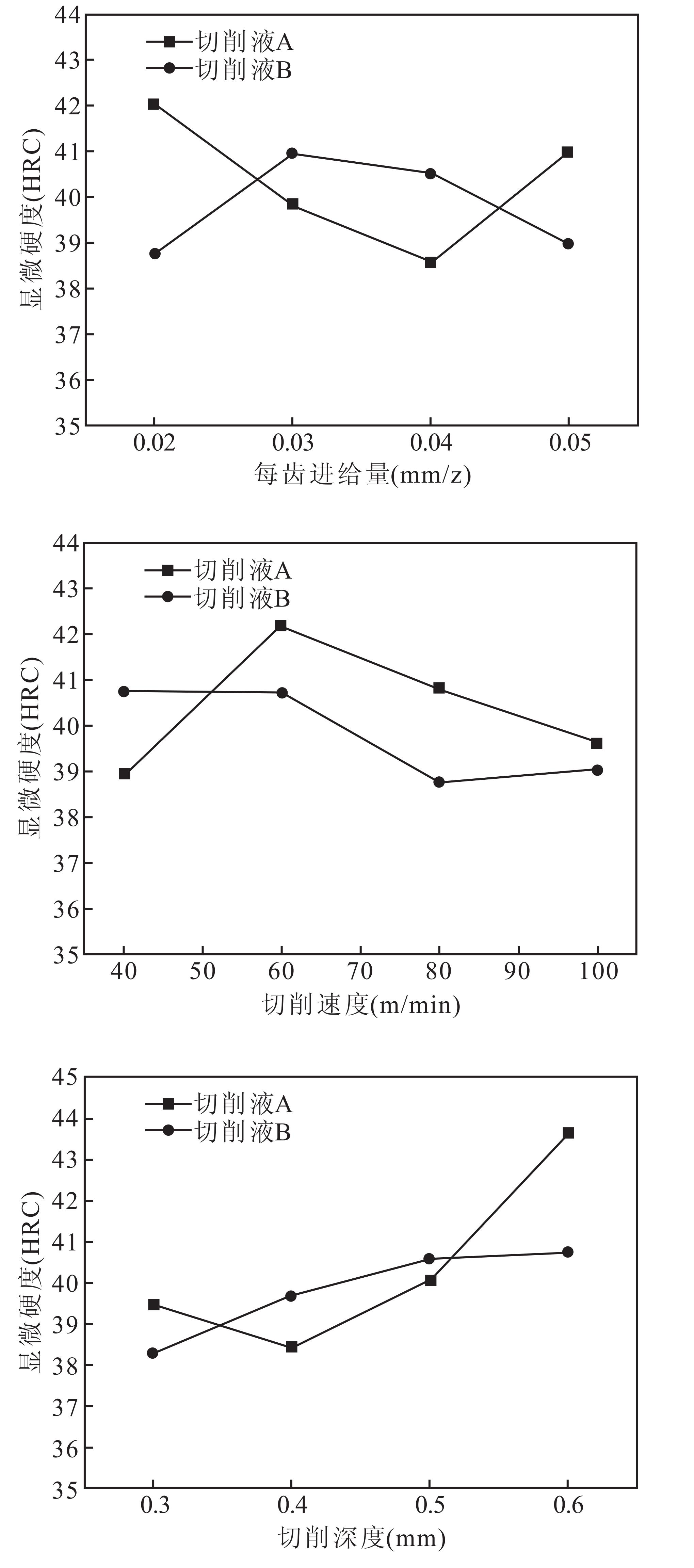
Рис.5 Влияние двух параметров процесса под смазочно-охлаждающей жидкостью на деформационное упрочнение
Влияние глубины резания на микротвердость поверхности относительно значительно, с увеличением глубины резания величина микротвердости увеличивается, потому что увеличение глубины резания означает большее сопротивление истиранию инструмента, и в то же время усиливается выдавливание поверхности инструмента на поверхность заготовки, что приводит к увеличению деформационного упрочнения, что приводит к увеличению микротвердости поверхности заготовки. С увеличением скорости резания сила резания соответственно уменьшается, и сила выдавливания на поверхности заготовки после инструмента также будет относительно уменьшаться, а микротвердость поверхности заготовки имеет тенденцию к уменьшению. При тех же параметрах обработки, с увеличением подачи каждого зуба, усилие резания, получаемое инструментом, также будет увеличиваться, что приведет к небольшой вибрации режущей кромки, также немного изменится усилие выдавливания на поверхности заготовки позади инструмента, так что твердость поверхности колеблется на отметке 40 HRC. В целом, микротвердость поверхности заготовки при условии смазочно-охлаждающей жидкости А немного выше, но она находится в диапазоне 38 ~ 42 HRC, а влияние смазочно-охлаждающей жидкости на деформационное упрочнение незначительно.
3.3 Остаточное напряжение
На рисунке 6 показан закон изменения остаточного напряжения в направлении подачи обрабатываемой поверхности при различных параметрах обработки, а остаточное напряжение, создаваемое обрабатываемой поверхностью, является остаточным сжимающим напряжением, из которых наиболее значительным влиянием является глубина резания, потому что с увеличением глубины резания, под экструзионным действием большего сопротивления ножа, пластическая деформация поверхности материала усиливается, а остаточное сжимающее напряжение увеличивается. Это может быть связано с хорошим охлаждающим и смазывающим эффектом смазочно-охлаждающей жидкости A, которая может лучше образовывать смазывающую пленку и обладать лучшей адсорбцией и проникающей способностью к пленке, тем самым уменьшая трение между передней поверхностью инструмента и стружкой, а также задней поверхностью инструмента и поверхностью обрабатываемой заготовки, чтобы ослабить эффект объемного расширения материала, вызванный режущим теплом, то есть остаточное растягивающее напряжение, вызванное тепловой нагрузкой, снижается, тем самым улучшая усталостную прочность обрабатываемой поверхности из титанового сплава.
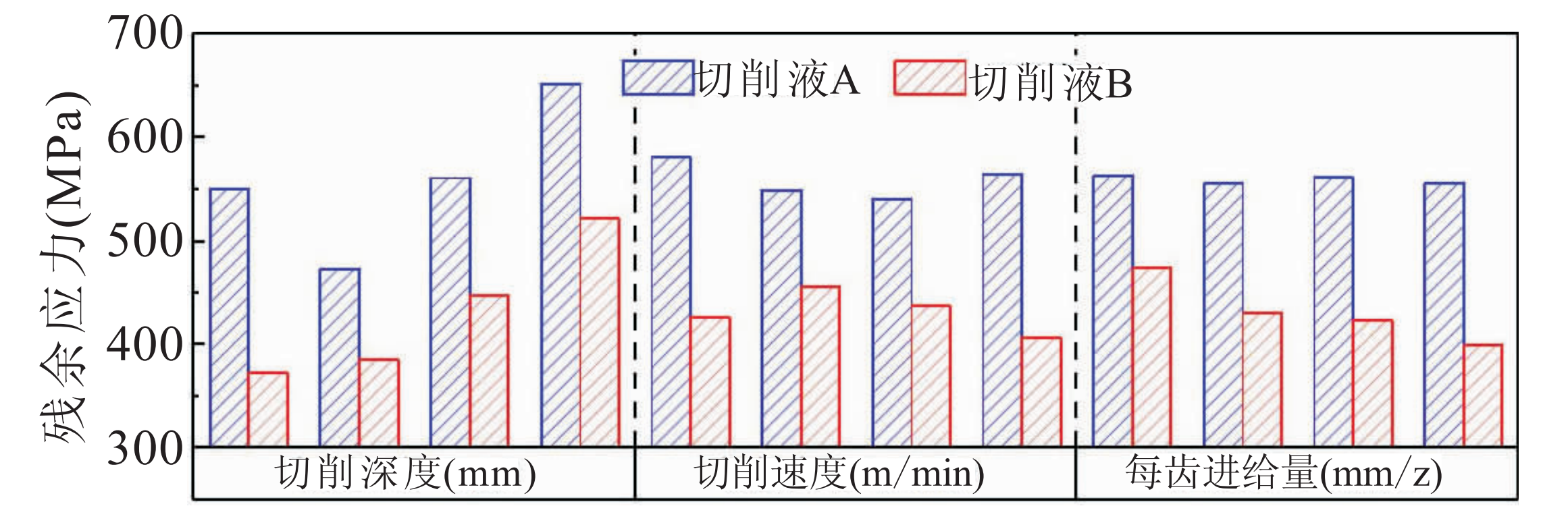
Рис.6 Влияние двух параметров процесса под смазочно-охлаждающей жидкостью на остаточное напряжение
3.4 Силы резания
В двух условиях смазочно-охлаждающей жидкости время резания и усилие резания в каждом направлении были проверены и зарегистрированы, а параметры процесса составили VC = 80 м/мин, FZ = 0,025 мм/z, AP = 0,5 мм, AE = 10 мм, а изменения силы резания в каждом направлении со временем резания показаны в таблице 2.
Таблица 2 Сила резания при фрезеровании титанового сплава в двух режимах смазочно-охлаждающей жидкости
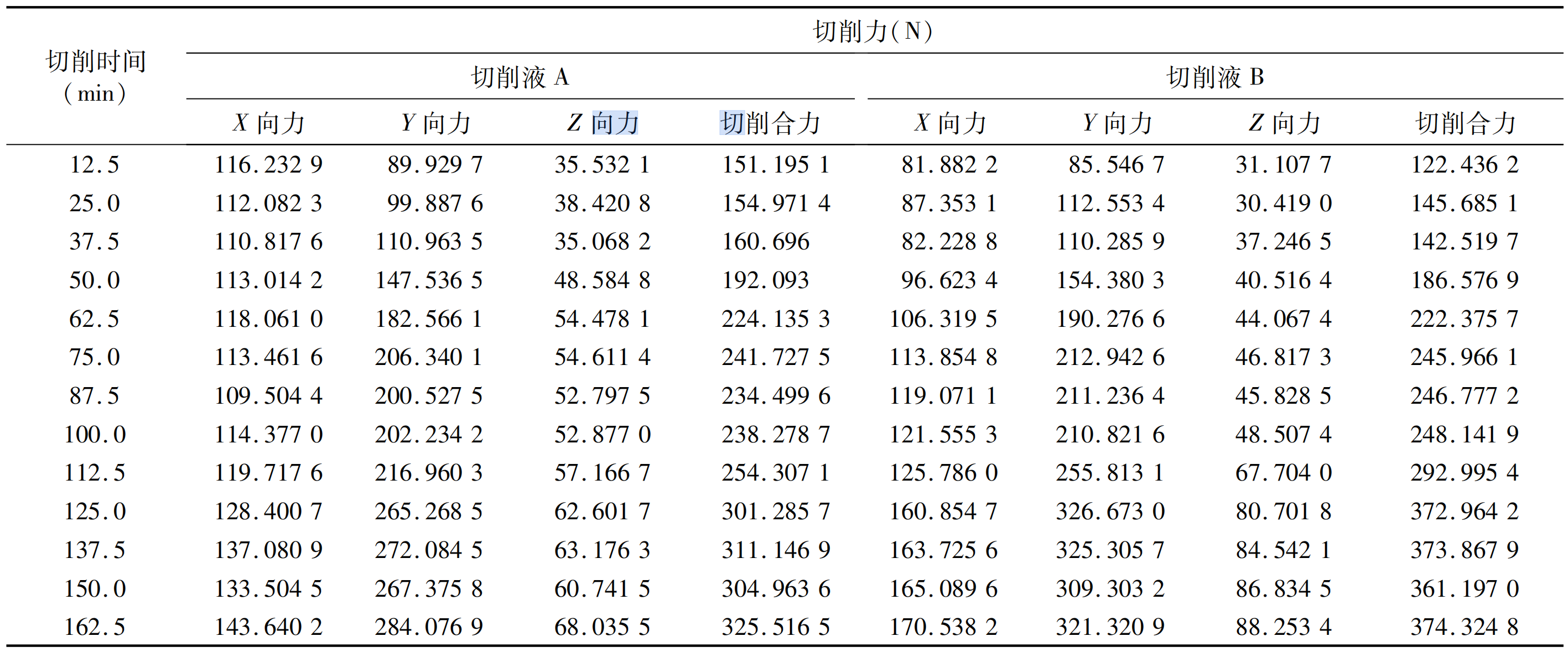
На рисунке 7 показано изменение силы резания во всех направлениях в зависимости от времени резания при испытании инструмента на износ. Сила резания в трех направлениях X, Y и Z под двумя смазочно-охлаждающими жидкостями немного колеблется на ранней стадии износа, а затем входит в стабильную зону резания, а сила резания во всех направлениях демонстрирует устойчивую тенденцию к росту с увеличением времени резания. Когда время резания составляет более 100 мин, сила резания, создаваемая инструментом при условии смазочно-охлаждающей жидкости А, начинает быть значительно меньше, чем сила резания при условии смазочно-охлаждающей жидкости В, которая уменьшается примерно на 15%, что может быть связано с смазочно-охлаждающей жидкостью А в замедлении износа инструмента. Трение между задней поверхностью инструмента и поверхностью обрабатываемой детали делает силу резания, создаваемую инструментом, относительно низкой при условии смазочно-охлаждающей жидкости А.
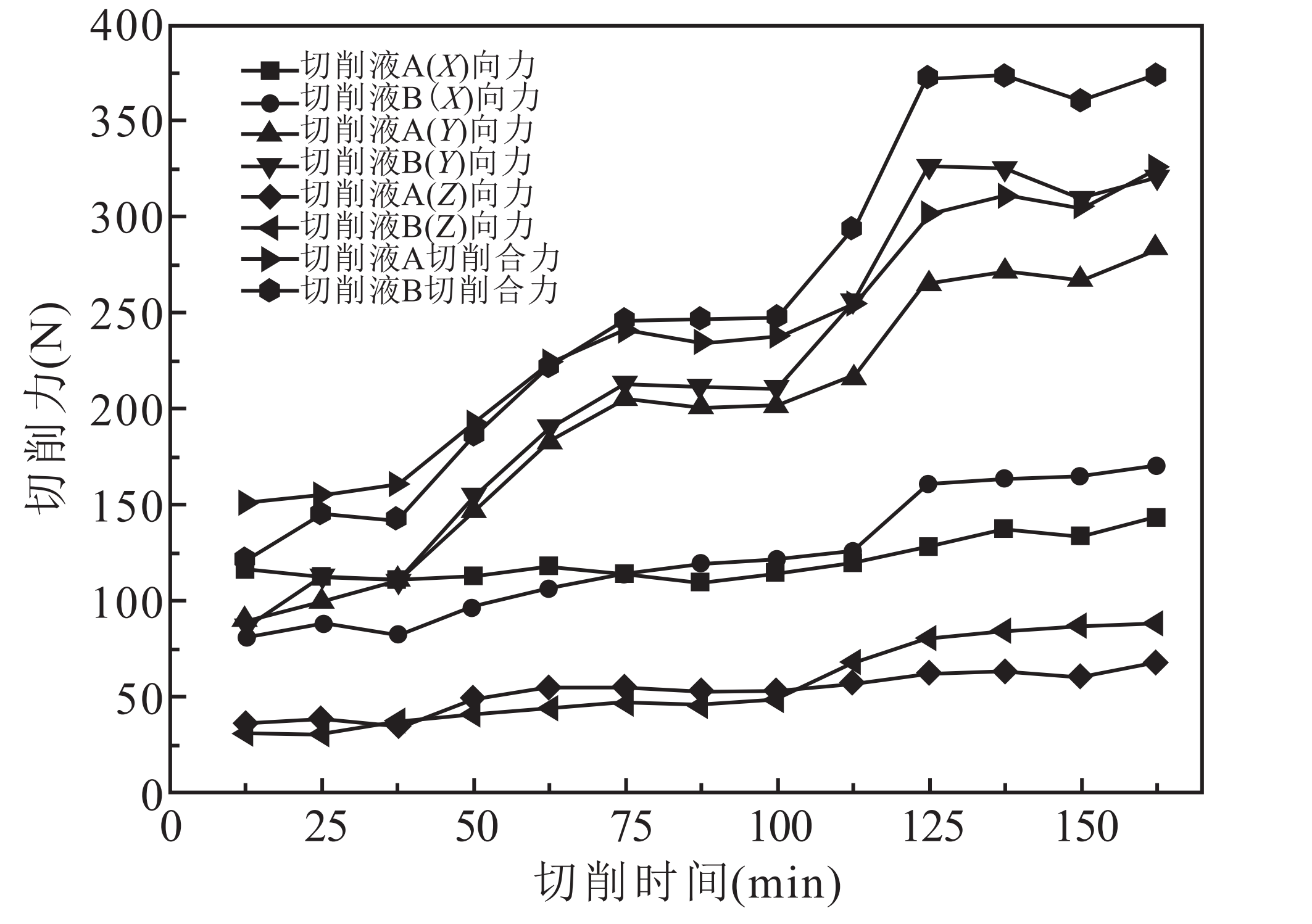
Рис.7 Тенденция силы резания со временем резания при двух режимах смазочно-охлаждающей жидкости
3.5 Износ инструмента
При двух режимах смазочно-охлаждающей жидкости параметры процесса обработки: vc=80 м/мин,сz=0,025 мм/з,аp=0,5 мм,аe=10 мм, изменение ширины полосы износа торца инструмента после инструмента со временем резания показано в таблице 3.
Таблица 3 Ширина полосы износа поверхности инструмента после фрезерования титанового сплава в двух режимах СОЖ
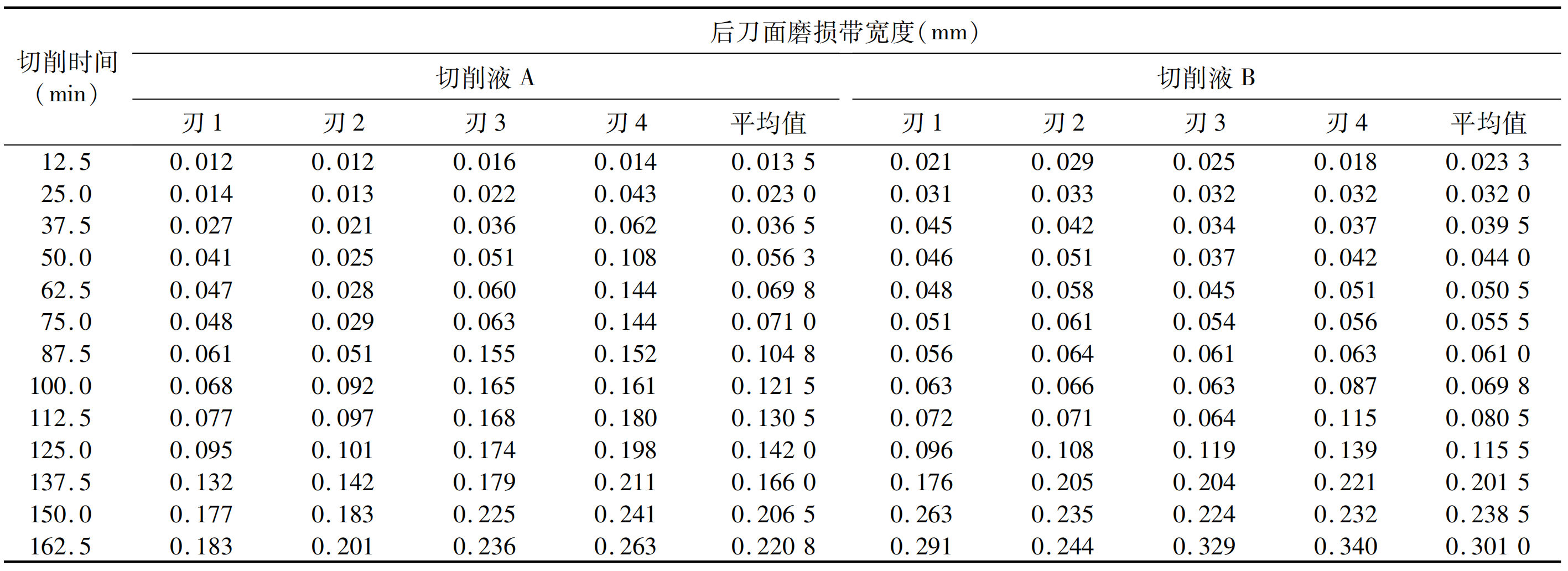
На рисунке 8 показано среднее изменение износа задней поверхности цельной твердосплавной концевой фрезы с четырьмя зубьями (φ16 мм) со временем резания во время эксперимента по износу инструмента.

Рис.8 Средняя ширина полосы износа задней поверхности изменяется в зависимости от времени резания под двумя смазочно-охлаждающими жидкостями
Из рисунка видно, что с увеличением времени резания износ режущей кромки после инструмента увеличивается в разной степени при двух режимах смазочно-охлаждающей жидкости. Время резания смазочно-охлаждающей жидкости А составило 162,5 мин, а средний износ режущей кромки инструмента составил 0,220 8 мм (ширина полосы износа режущей кромки составила 0,183 мм, 0,201 мм, 0,236 мм и 0,263 мм соответственно), а четыре режущие кромки достигли стандарта тупости. Время резания смазочно-охлаждающей жидкости B составляет 162,5 мин, а средний износ кромки инструмента составляет 0,301 мм (ширина полосы износа режущей кромки составляет 0,291 мм, 0,244 мм, 0,329 мм и 0,340 мм соответственно), что соответствует стандарту тупости, из которых кромка 1 почти достигла стандарта тупости, а кромка 3 и кромка 4 достигли стандарта тупости, что повлияет на качество обработки поверхности заготовки. Сделан вывод о том, что износ инструмента СОЖ А в то же время меньше, а срок службы инструмента для фрезерной обработки титанового сплава при условии СОЖ А будет увеличен.
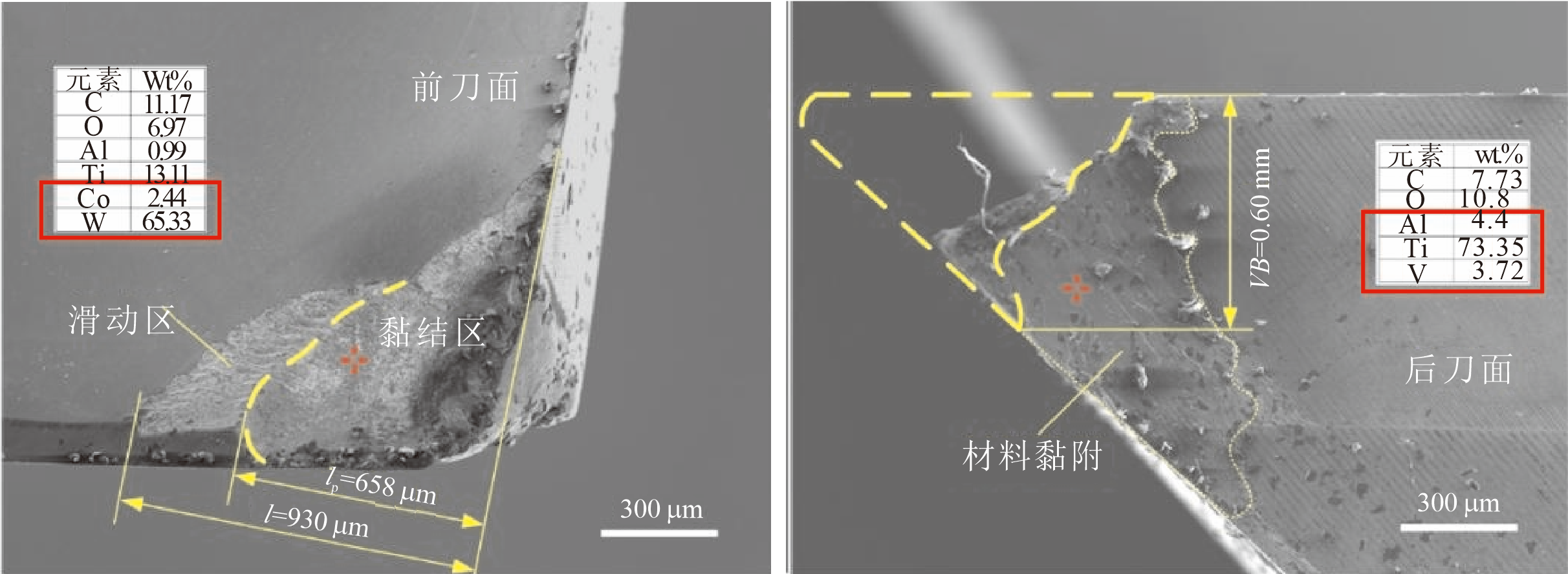
В результате дальнейшего изучения механизма износа инструмента под двумя смазочно-охлаждающими жидкостями инструмент был подвергнут ультразвуковой очистке и проанализирован с помощью сканирующей электронной микроскопии, а оксидный и элементный состав на поверхности инструмента был обнаружен с помощью энергетического спектрометра. На рисунке 9 показан износ наконечника инструмента в условиях СОЖ А и СОЖ В в период сильного износа, причем состояние износа инструмента при условии СОЖ А значительно меньше, чем у инструмента при условии СОЖ В. Благодаря характеристикам низкой теплопроводности, высокой прочности и высокому деформационному упрочнению материалов из титановых сплавов, высокая температура и высокое давление, создаваемые при непрерывной резке, вызовут серьезное трение и выдавливание между инструментом и стружкой и заготовкой, а также усугубят износ передней и задней поверхностей инструмента. Износ передней поверхности в основном обусловлен трением, вызванным потоком стружки на передней режущей поверхности, как показано на Иллюстрациях 9a и 9c, и проявляется в виде типичного ямочного износа. Благодаря пластичности обработки и низкой теплопроводности титановый сплав очень легко склеивается и распределяется на передней режущей поверхности, а также очень легко вызывает склеивание и диффузию при трении и теплоте иНапряжение сдвигаПод действием материала матрицы инструмента кластер матрицы из цементированного карбида на поверхности материала матрицы инструмента окружен титановым сплавом и уносится потоком стружки, что приводит к непрерывному износу адгезии, при этом тепломеханическая усталостная трещина режущей кромки также расширяется. На расстоянии от режущей кромки фрикционное трение не является сильным, а трение скольжения между стружкой и инструментом сохраняется. Согласно анализу энергетического спектра на рисунке 9c, основным элементом на поверхности области склеивания является W, который отражает то, что часть материала инструмента и покрытия удаляется под действием сильного разрыва связи, так что материал матрицы WC и связующее Co подвергаются воздействию поверхностного слоя. Таким же образом повреждается покрытие в зоне скольжения, обнажается часть материала матрицы и склеивается небольшое количество титанового сплава, а длина зоны связывания и общая длина контакта режущего инструмента при условии смазочно-охлаждающей жидкости А ниже, чем у смазочно-охлаждающей жидкости В, а зона скольжения относительно ровная, и отсутствуют царапины, похожие на канавки, что свидетельствует о хорошем состоянии трения под смазочно-охлаждающей жидкостью А, а хороший смазывающий эффект, обеспечиваемый смазочно-охлаждающей жидкостью, способствует снижению коэффициента трения и уменьшению адгезии и разрыва пары трения. В случае со смазочно-охлаждающей жидкостью В, из-за плохой смазки и относительно высокого коэффициента трения, выделяется больше тепла, что способствует окислению титанового сплава и ускоряет износ инструмента. Это согласуется с хорошим смазывающим эффектом вышеупомянутой аналитической смазочно-охлаждающей жидкости А, которая может лучше образовывать смазывающую пленку и обладать лучшей адсорбцией и проникающей способностью пленки, чтобы уменьшить трение между передней поверхностью инструмента и стружкой.
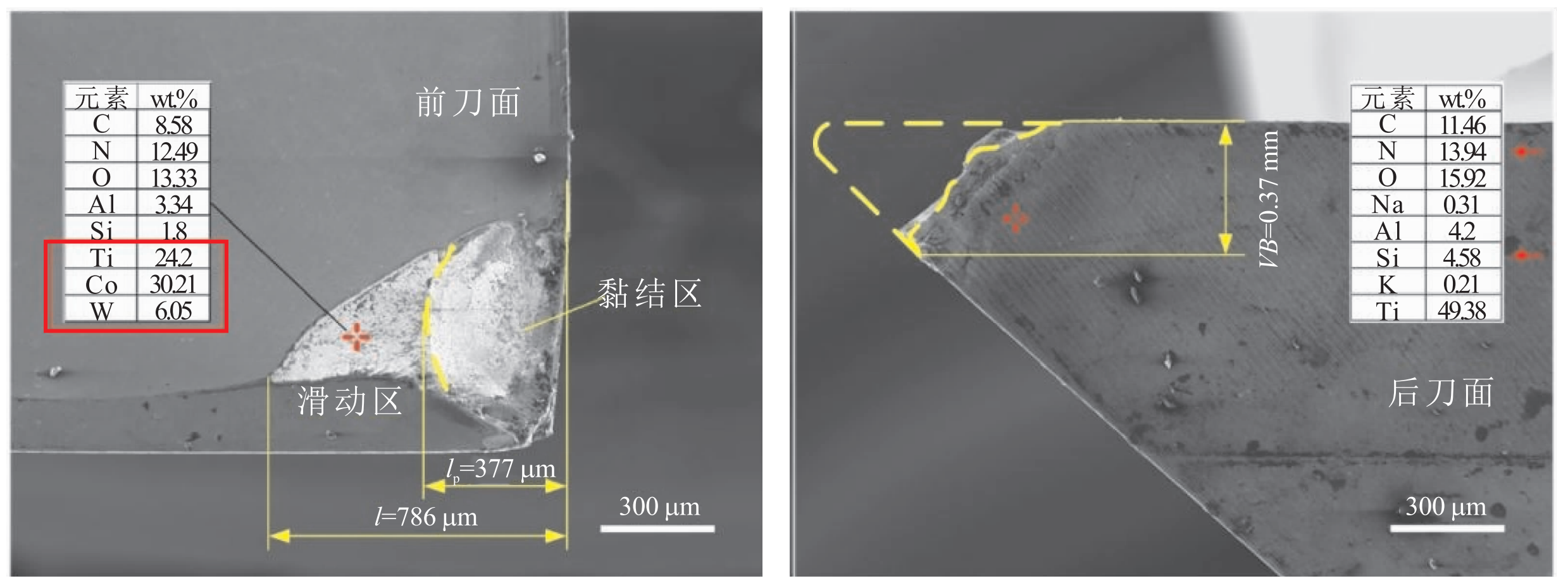
(a) Передняя поверхность инструмента инструмента при условии наличия смазочно-охлаждающей жидкости A (b) Поверхность инструмента за инструментом при условии наличия смазочно-охлаждающей жидкости A
(c) Передняя поверхность инструмента при условии наличия смазочно-охлаждающей жидкости B (d) Поверхность инструмента за инструментом при условии наличия смазочно-охлаждающей жидкости B
Рис.9 Форма повреждения кончика при сильном износе ножа
Из-за деформационного упрочнения и низкой теплопроводности материала заготовки в процессе обработки температура резания возле наконечника увеличивается, сила резания велика, а прочность инструмента ослабевает, что приведет к сколам наконечника. По сравнению с двумя смазочно-охлаждающими жидкостями, повреждение наконечника смазочно-охлаждающей жидкости B более серьезное, а большая площадь материала титанового сплава прилипает к задней поверхности инструмента, в то время как степень сцепления происходит при условии смазочно-охлаждающей жидкости A, а на поверхностном слое обнаруживаются такие элементы, как N и Si, что означает, что покрытие инструмента хорошо защищено. Из этого сравнения можно сделать вывод, что добавленные компоненты в смазочно-охлаждающую жидкость А могут оказывать более сильный адсорбционный эффект на материал инструмента, а образующаяся смазочная пленка прочнее, что может эффективно замедлить трение и сцепление между инструментом и заготовкой, играть лучшую роль в защите инструмента и способствовать увеличению срока службы инструмента.
4 Заключение
На основе оценки адаптивности различных смазочно-охлаждающих жидкостей к свойствам обработки титановых сплавов, начиная с качества обработки поверхности и режущей производительности заготовок из титанового сплава, наблюдаются целостность обрабатываемой поверхности и срок службы инструмента, а также оценивается влияние смазочно-охлаждающей жидкости. В процессе непрерывного резания с таким же интервалом наблюдается износ инструмента и регистрируется сила процесса резания, а об износе или выходе инструмента из строя судят по ширине полосы износа задней поверхности инструмента и изменению силы резания. Используйте такие инструменты, как измерители шероховатости поверхности, для измерения значения шероховатости поверхности и оценки качества обработки поверхности; Используйте твердомер для проверки микротвердости обрабатываемой детали и оценки прочности и износостойкости поверхности. Измеритель остаточного напряжения используется для измерения остаточного напряжения на поверхности заготовки с целью оценки усталостной прочности и надежности обрабатываемой поверхности. Таким образом, адаптация смазочно-охлаждающей жидкости к производительности обработки титанового сплава может быть оценена относительно всесторонне и обеспечить научную основу для оптимизации выбора и применения смазочно-охлаждающей жидкости