
2
2025.9
作者
74
阅读量
在金属切削与木工钻孔作业中,麻花钻是应用最广泛的基础刀具,而横刃的设计与修磨质量,直接决定了钻孔精度、切削效率与刀具寿命。 本文将系统解析横刃的核心特性,并结合实操技巧,带您掌握标准麻花钻的专业修磨方法。
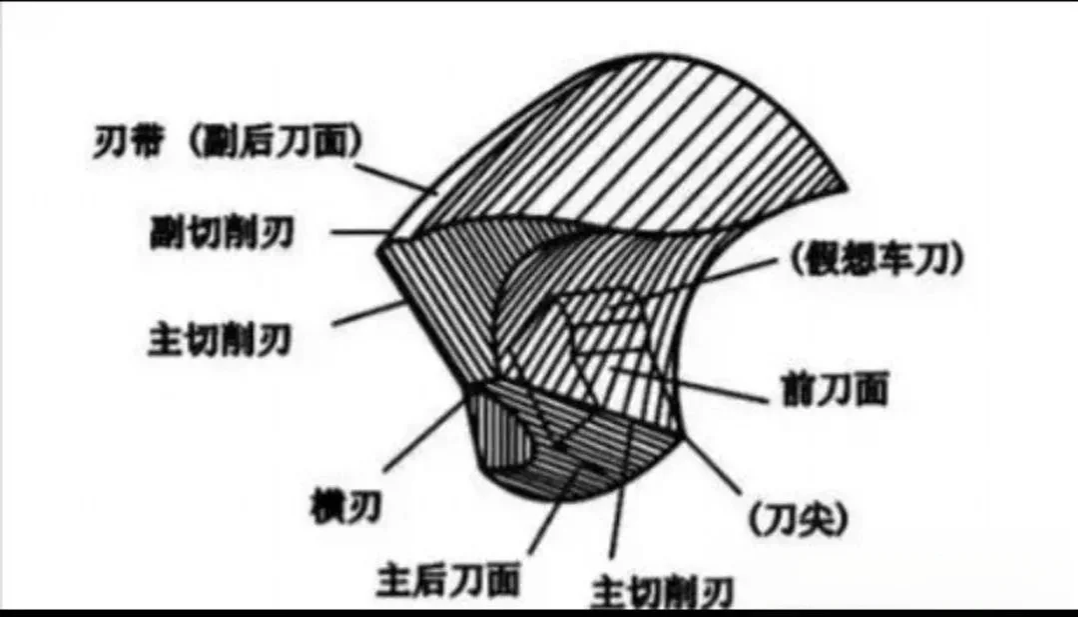
一、认识麻花钻的横刃
横刃是麻花钻先端中心部位无切削功能的刃口段,其形态类似木工扁铲的中心钝边。 未经修磨的横刃存在两大问题:一是长度过长,导致钻孔时进给抗力大幅增加;二是横刃处前角为负角,切削时易产生剧烈摩擦,不仅影响孔位精度,还会导致切屑堵塞。
因此,横刃修磨的核心目标的是:
- 缩短横刃长度:减少进给阻力,避免钻头“扎刀”或偏移;
- 优化横刃前角:将负前角调整为接近零或小正前角,降低切削力,让材料更易被“咬住”;
- 提升作业性能:间接提高孔位精度、改善切屑截断效果,延长钻头使用寿命。
二、麻花钻修磨的核心参数标准
修磨麻花钻需严格遵循五大关键参数,确保刀具符合切削要求:
1. 顶角(2φ):标准值为120°±2°,直接影响切削刃的切削角度与钻孔效率;
2. 主后角(α₀):孔缘处后角需控制在10°-14°,过大会导致刃口过薄、振动加剧,过小则轴向力增大、钻头易发热;
3. 横刃斜角(ψ):合理范围为50°-55°,决定横刃的实际工作角度与进给顺畅度;
4. 主切削刃对称性:两主切削刃长度需相等,且与钻头轴心线形成的角度需一致,避免钻孔时孔径扩大或偏斜;
5. 主后刀面光洁度:刃磨后表面需光滑无毛刺,减少切削时与工件的摩擦阻力。
三、实操:麻花钻修磨步骤与技巧
理论是基础,实操是关键。 新手刃磨常因“盲目下刀”导致钻头报废,需遵循“少磨多看、先定位置再修刃”的原则,结合以下步骤与口诀逐步掌握:
(一)修磨前的核心口诀(记准位置是关键)
1. 口诀一:刃口摆平轮面靠
将钻头的主切削刃调整至水平位置,缓慢靠近砂轮表面(暂不接触),确保刃口全长能均匀受力,避免局部磨偏。
2. 口诀二:钻轴斜放出锋角
使钻头轴心线与砂轮表面呈60°角(对应顶角120°的一半),可借助30°/60°/90°三角板辅助定位,此角度直接决定顶角大小,偏差会导致切削力异常。
3. 口诀三:由刃向背磨后面
从主切削刃开始,沿整个主后刀面缓慢向钻头尾部方向刃磨,避免反向磨削导致刃口退火。 磨时轻触砂轮,观察火花是否均匀,及时调整压力。
4. 口诀四:上下摆动尾别翘
握钻头前部的手匀速上下摆动(保证刃口全长磨到),握柄部的手保持稳定,禁止钻头尾部高翘于砂轮水平中心线,否则会磨钝刃口,失去切削能力。
(二)分步修磨实操指南
1. 初定位置:找准砂轮接触点
- 先将主切削刃摆平,再调整钻轴与砂轮的60°角,双手稳住钻头,确保位置不偏移后,再轻轻接触砂轮(此时仅做“试磨”,不大量去料)。
- 新手易犯错误:为追求“快磨”,未摆平刃口或未对准60°角就下刀,导致主切削刃形状变形。
2. 磨主后刀面:控制力度与冷却
- 按“由刃向背”的方向,小力度磨削,每磨3-5秒将钻头浸入冷却液冷却(避免刃口因高温变色退火,失去硬度)。
- 观察主后刀面:磨后表面需光滑,无明显台阶或毛刺,可对着光线查看刃口是否平直。
3. 修对称:保证两刃一致
- 磨完一侧主后刀面后,翻转钻头磨另一侧,核心是保证两主切削刃对钻头轴线对称、长度相等。
- 检查方法:对着亮光观察钻尖,若两刃在同一水平线上,且锋尖正对轴线,即为合格;若偏差,需轻磨较长一侧的刃口,逐步修正。
4. 优化后角与锋尖:提升切削轻快性
- 后角校准:后角需控制在10°-14°——后角过大,刃口易崩;后角过小,钻削费力。 可通过“试钻”验证:若钻孔时振动大、孔呈多边形,说明后角过大;若轴向力大、钻头发热,说明后角过小。
- 锋尖修磨:直径≥8mm的钻头,磨完两刃后,需在锋尖处倒小槽(避免锋尖平面过大影响定位)。 方法:将钻头竖起,对准砂轮棱角,在主后刀面根部轻磨一个小倒角(注意:不可磨到主切削刃,否则会破坏前角)。
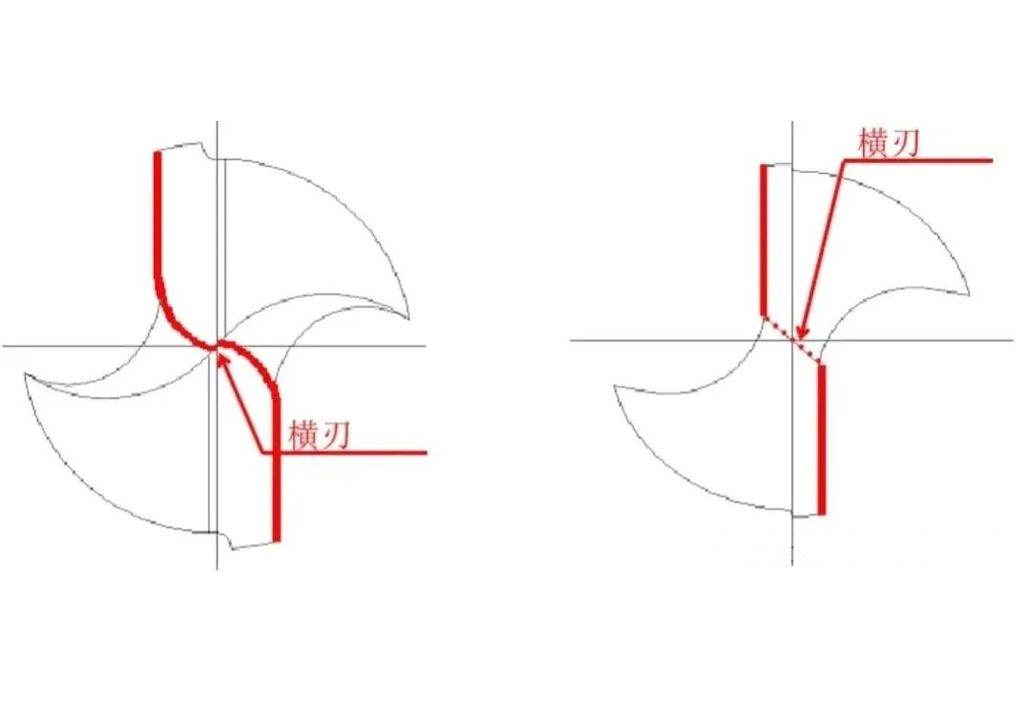
5. 横刃专项修磨:缩短长度+优化前角
- 修磨目标:将横刃长度缩短至原长的1/3-1/2(不可完全磨除,否则失去中心定位能力),同时将横刃处的负前角调整为小正前角。
- 操作方法:将钻头倾斜,使横刃对准砂轮侧面,轻磨横刃根部,逐步缩短长度,磨时观察横刃斜角是否保持在50°-55°,避免过度磨削导致横刃变形。
(三)新手避坑与进阶技巧
- 避坑点1:禁止“暴力磨削”——新手常因急于求成,用大力按压钻头,导致刃口退火或砂轮崩裂,需遵循“少量多次”原则。
- 避坑点2:冷却要及时——未冷却直接继续磨削,会使钻头刃口硬度下降(俗称“烧刃”),后续钻孔易磨损。
- 进阶技巧1:手电钻用钻可减小顶角——手电钻进给压力不足,将顶角调至110°-115°,可增大切削刃对工件的正压力,提升进给顺畅度。
- 进阶技巧2:粗孔可放宽对称性——若孔径、粗糙度要求低,可让两刃口轻微不平衡(偏差≤0.1mm),减少刃带与孔壁的摩擦,降低进给阻力。
四、修磨效果验证:合格钻头的判断标准
刃磨完成后,可通过“看”“试”两步判断是否合格:
1. 看外观:两主切削刃对称、无崩口,横刃长度适中(约原长1/3),主后刀面光滑,锋尖正对轴线;
2. 试钻孔:钻削时排屑轻快、无明显振动,孔径无扩大(偏差≤0.05mm),钻头无过度发热,即为合格。
附:关键步骤示意图(建议搭配实操参考)
步骤 示意图描述 核心要点标注
1. 位置定位 钻头与砂轮呈60°角,主切削刃水平贴近砂轮面 标注“60°角”“主切削刃水平”
2. 磨主后刀面 双手握钻,沿“刃→背”方向上下摆动磨削 标注“摆动方向”“冷却液冷却点”
3. 横刃修磨 钻头倾斜,横刃对准砂轮侧面轻磨 标注“横刃缩短范围”“50°-55°斜角”
4. 对称度检查 对着亮光观察两刃与轴线的对齐情况 标注“轴线”“两刃对称线”
提示:实操时建议准备3-5支废旧钻头练习,通过“磨→试→改”的循环积累经验,熟练后可实现1-2分钟磨出合格钻头。