
By processBy function
Tools required for trapezoidal groove machining
1. Customer drawing information
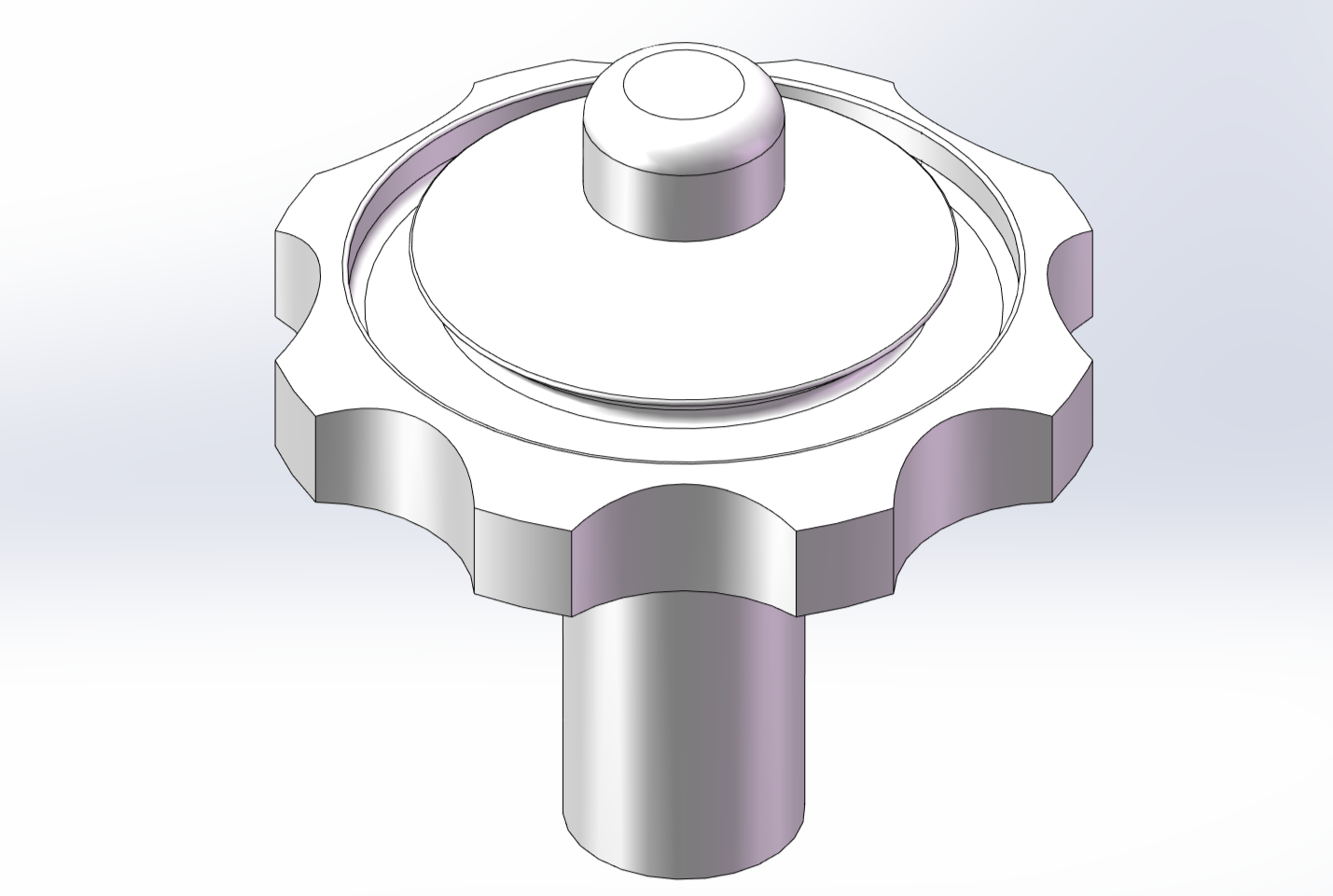
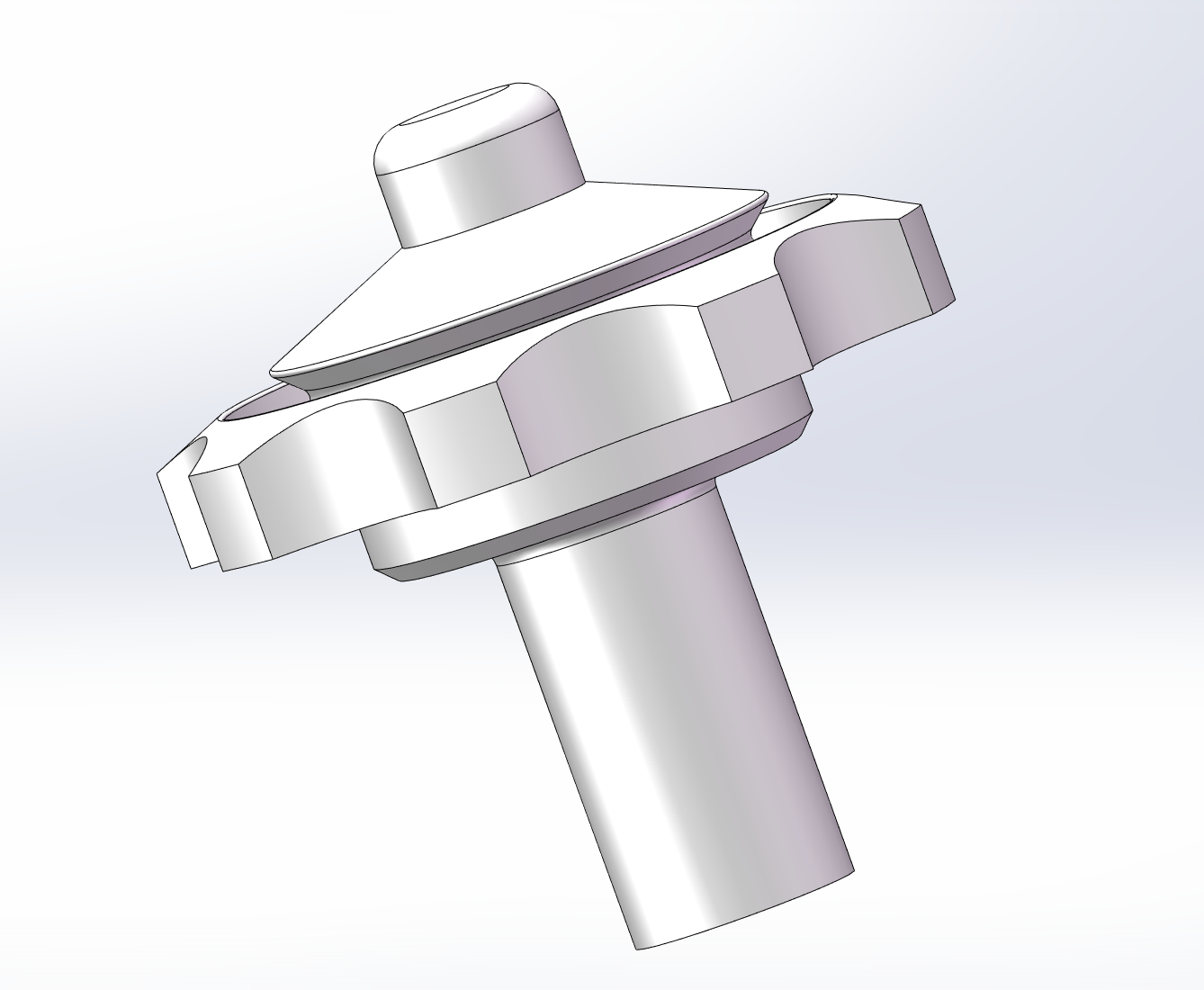
1. 3D drawings
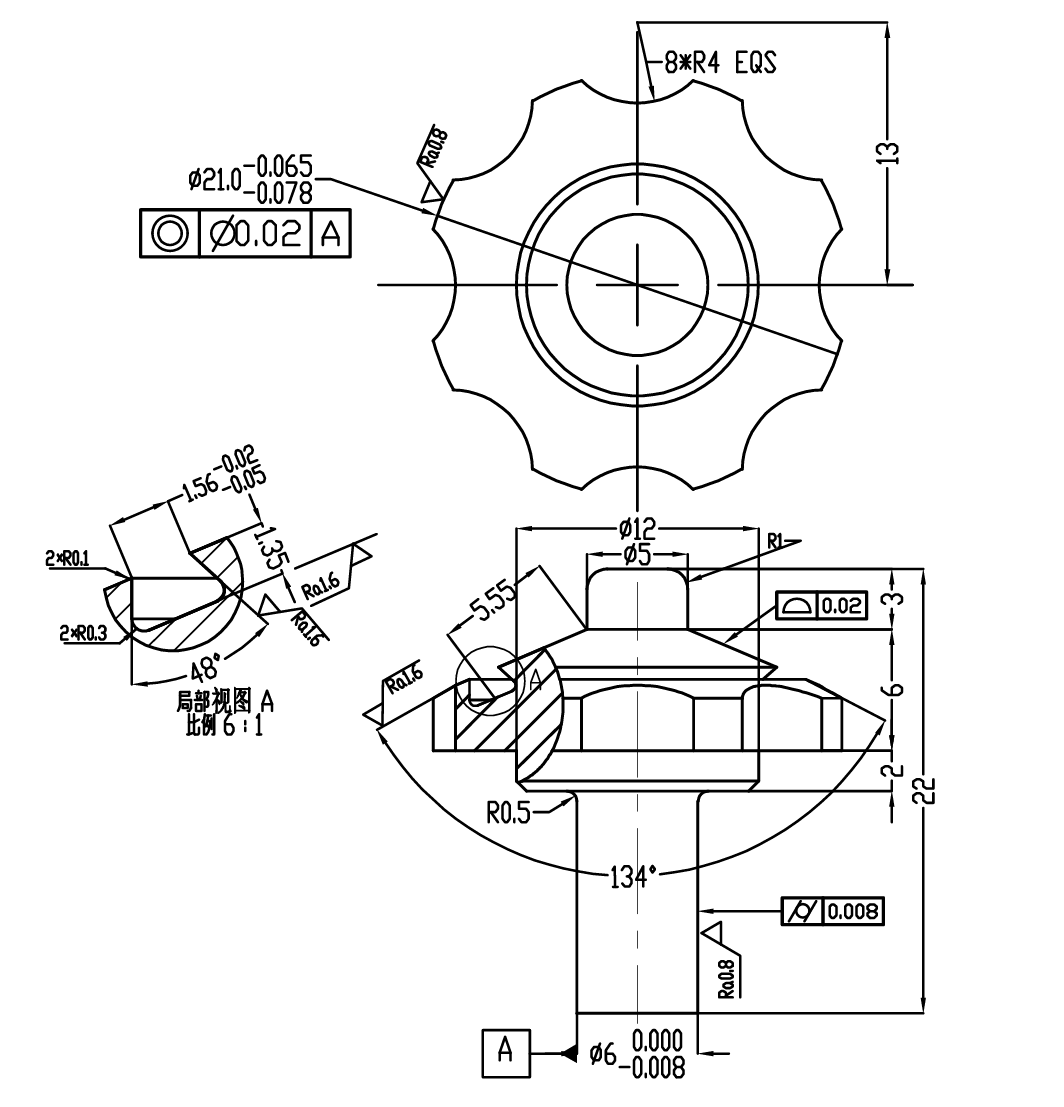
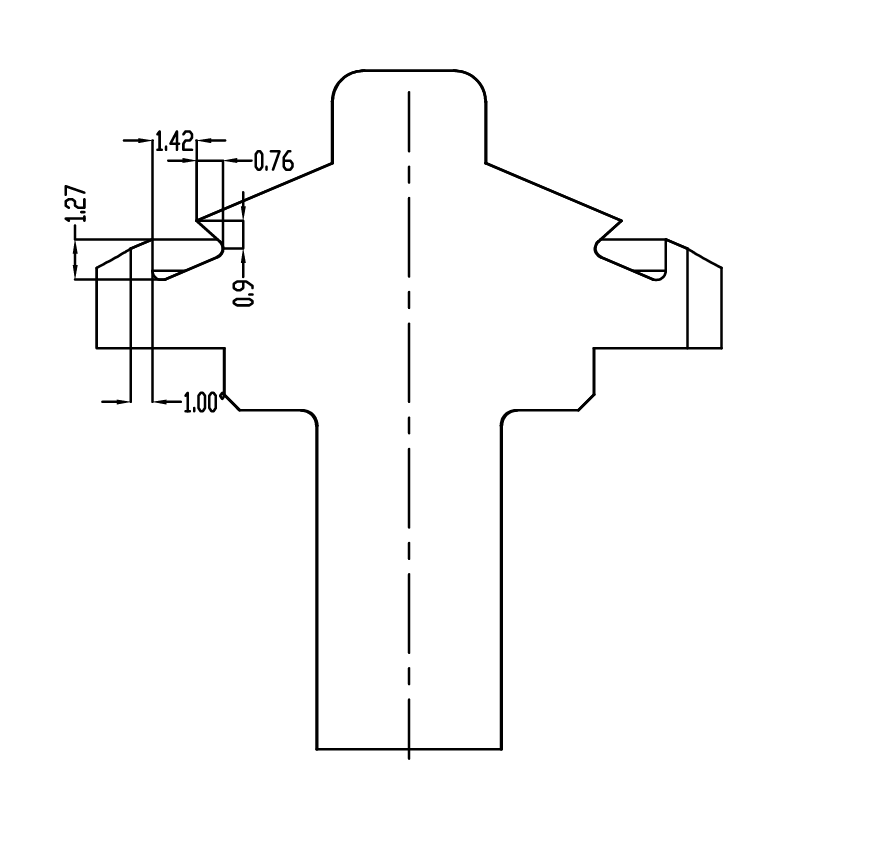
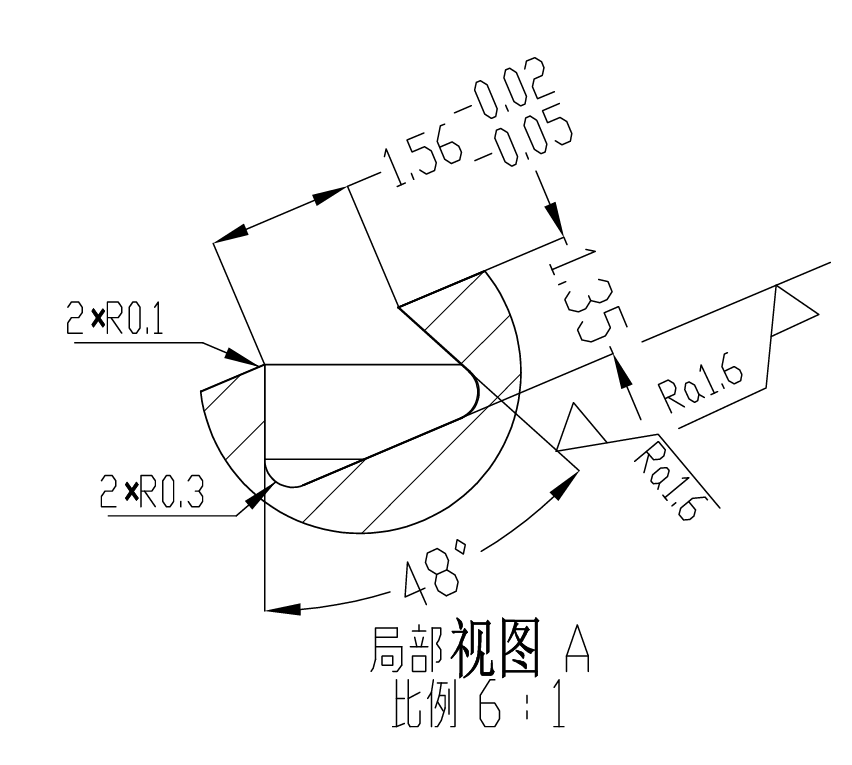
2. 2D drawings
2. Customer needs for turning tool design
|
serial number |
Demand category |
Specific parameter requirements |
|
1 |
Adaptation of processing characteristics |
It is suitable for cutting on both sides of the trapezoidal groove, and the cutting edge profile is with134°The bevel fits perfectly |
|
2 |
Accuracy indicators |
Dimensional tolerances≤±0.01mm, the straightness of the cutting edge≤0.005mm |
|
3 |
Life requirements |
Number of workpieces processed with a single blade≥500(for.) 45steel) |
|
4 |
Clamp compatibility |
Adapt to the customer's existing tool holder interface and tool change time≤2min |
|
5 |
Cost control |
Blade unit price≤of integral tools 50% |
3. Turning tool design scheme
(1) Blade design (core parameters)
1.Edge profile
(1)adoptCAD3D modeling reverses the groove edge angle, and ensures that the edge length matches the groove depth (such as6mm), the edge of the blade is roundedR0.2mm(anti-chipping design).
(2)Edge grinding accuracy:Ra0.4μm, straightness0.003mm/100mm(Ensure the flatness of the machined surface).
2.Materials & Coatings
(1)Blade Matrix:WC-CoCarbide (Cocontent 8%, suitable for medium strength material cutting)
(2)Coating:TiAlNMulti-layer coating (thickness4μmhardnessHV3200coefficient of friction 0.28)
(3)Applicable cutting range:Linear speed80-120m/min(Targeted.) 45# steel)
3.Clamping structure
(1) Positioning method: double cylindrical pin positioning (φ6H7, positioning tolerance±0.002mm)
(2) Locking mechanism: wedge type quick locking (clamping force≥500N, anti-loosening)
(3) Repeat positioning accuracy:≤0.005mm(Ensure dimensional consistency after tool change)
(2) Tool body design (adaptation parameters)
(1) Interface standard: VDI40 tool body interface, with the customer's existing tool holder (including directional keyway positioning)
(2) Rigidity parameters: at the overhang of the tool body at 2.5 times the diameter, the static deformation ≤ 0.01mm/1000N
(3) Material: 40Cr quenching and tempering treatment (hardness 28-32HRC), black surface anti-rust
4. Quantitative explanation
|
Value dimension |
Comparison of specific data |
|
Accuracy guaranteed |
Try cutting 30 workpieces, dimensional pass rate 100%, surface roughness measurementRa1.2-1.6μm |
|
Cost optimization |
Single blade cost 65 Yuan (monolithic cutter 150 yuan), the knife body can be reused≥50times |
|
Efficiency improvements |
The tool change time is from the traditional tool15minshortened to90s, the effective processing time is improved 12% |
|
Life performance |
Compared to standard blades, machining 45# The life of steel is improved 40%(From.) 350 item / The number of pieces increased 490 item / film) |
5. Case summary
This scheme is for the double-sided inclined processing of the trapezoidal groove, and passesCustomized edge profile + Modular clamping designto achieve three core goals:
1.The cutting edge angle is perfectly matched with the characteristics of the workpiece, which solves the problem of non-standard bevel machining size deviation.
2.Replaceable blade design is reduced 50% The above tool procurement costs are suitable for small-batch and multi-variety production;
3.The standardized tool body interface does not require modification of customer equipment, and the efficiency of tool change is improved 80%。