
13
2025.8
author
118
Reading volume
1. The development history and evolution process of drill tip technology in the field of machining
Drill bits, as an important cutting tool, have a history dating back to prehistoric times. The development of drill tip technology is the epitome of human technological progress and the evolution of materials science.

Early development (prehistory to the Middle Ages):
Prehistoric period (c. 35,000 BC):Early Homo sapiens discovered that rotary tools could be used for drilling. Initially, drilling was carried out using smooth wooden sticks with flint tips. By the Upper Paleolithic, the material expanded to bones, shells, and antlers.
Ancient Egyptian period:The ancient Egyptians mainly used wood as a drill to create rotational motion by winding wooden sticks with bowstrings. These drills are not only used to start fires, but also for woodworking, dentistry, and stone processing.
13th century:Humans began to use metal as a drill. By using copper sheets inside the tubular sticks, drilling holes by grinding the outer area reduces damage to the material.
Ancient Rome and China:The Romans made augers (augers) for construction and metalworking. Around 200 BC, China made significant advancements in drill bit technology, developing advanced drill bits and augers for woodworking, masonry, and medical treatment. What's more, China pioneered deep drilling technology, drilling brine wells more than 1,000 feet deep for the salt industry.
Middle Ages and Renaissance:Drilling tools and drills were further improved during this period, mainly thanks to the development of blacksmithing and metallurgical technology.

Modern development (19th to early 20th century):
1806: The first recorded spring rod well in the United States was drilled to a depth of 58 feet, laying the foundation for spring rod drilling in the oil industry.
1821: The first well in the United States dedicated to obtaining natural gas is drilled in Fredonia, New York. 1825: A four-legged derrick is patented, and the structure is made of square wood.
1844: Brunton invents the first mechanized impact drill, which uses compressed air to create impact. 1861: Stephen S. Stephen A. Morse invented the twist drill and patented it in 1863. His design improved on the inefficient shovel drill bit of the time, carrying chips away from the cutting end through a spiral groove, reducing clogging and improving cut quality. Since then, the basic design of twist diamonds has changed little.
1863: Peter Sweeny made significant improvements to rotary drilling technology, based on Robert Beart's design, allowing for near-continuous drilling and improved hole cleaning. Early 1900s (oil and gas industry): Rotary drilling technology emerged, using steam-powered drilling rigs and simple flat fishtail bits. Fishtail drill bits perform well in soft formations but wear quickly in hard rock.
1909: Howard Hughes Sr. and Walter Sharp patented a two-cone roller drill. The drill replaces the blunt fishtail drill with two steel cones that meshed with each other, each with many teeth or blades embedded in it. As the drill bit rotates, the cone rolls freely on the bearing and crushes the rock instead of scraping, significantly improving drilling efficiency in medium to hard formations.
1917: The shape of the modern hand drill, including a pistol grip and a trigger-type start button, is derived from a patent by Black & Decker. 1933: Three-cone roller bits are developed, providing more efficient and balanced cuts, becoming the workhorse of the mid-20th century.
Modern development (70s of the 20th century to the present):
1970s to present:Polycrystalline diamond composite (PDC) drill bits have been introduced, revolutionizing drilling techniques with their high durability and higher mechanical drilling speed (ROP), especially for shale and other abrasive formations. PDC drill bits have no moving parts and drill extremely quickly in many formations.
2000s:The introduction of the heat-stabilized PDC (TSP) tool allows it to cut harder rocks even at high temperatures.
Contemporary:Modern drills combine advanced tool technology, 3D modeling design, and real-time performance feedback through digital systems. For example, brushless motor technology improves the power and longevity of drill bits. Invisible drill bit technology allows the drill bit to run straighter, create better holes, and wear the bit evenly to reduce chip formation. In fracturing operations, hybrid tools simplify the drilling process.
2. Background and innovation opportunities of non-coaxial spiral drill tip technology
The discovery background and innovation opportunities are mainly due to the recognition of the performance limitations of traditional drill bits and the need for higher machining accuracy, efficiency and tool life.

Background of the discovery:
Complexity and Limitations of Traditional Drill Geometry:The geometry of twist drills is very complex, although since 1861 Stephen R. The basic design has not changed significantly since its invention, but there is still room for optimization in terms of cutting force, torque, chip formation, and hole quality. Traditional twist drill tips are usually coaxial spiral surface design, that is, the axis of the spiral face coincides with the axis of the drill body. This design can lead to excessive cutting forces, poor chip evacuation, uneven tool wear, and hole quality issues (e.g., delamination, burrs, chipping, etc.) under certain machining conditions.
Challenges in the field of micro drilling:With the development of miniaturization technology, the demand for microporous machining is growing. Micro drill bits face greater challenges in the processing process, such as easy breakage, difficulty in chip evacuation, and difficulty in hole quality control. The cutting performance and stability of traditional coaxial designs may not meet high precision requirements under the size of micro drill bits. Optimization of Cutting Forces, Temperature, and Wear: During the drilling process, cutting forces, tool temperature, and wear are critical factors affecting machining efficiency, tool life, and hole quality. Researchers have been looking to reduce these disadvantages by optimizing drill tip geometry. For example, reducing the drill tip length can significantly reduce drilling force, tool temperature, and wear.
Innovation Opportunity:
Developments in Mathematical Modeling and Simulation Techniques:With advancements in computer-aided design (CAD) and finite element analysis (FEA) software, researchers are able to mathematically model and simulate complex drill tip geometries with greater precision. This allows for the prediction of the impact of different drill tip geometries on cutting performance before actual manufacturing, accelerating the exploration and validation of new designs. For example, the geometric parameters of the non-coaxial spiral drill tip are calculated by MATLAB software, and the micro-drilling simulation is performed by DEFORM-3D software.
In-depth understanding of chip formation and chip evacuation mechanisms:Delving into the mechanisms of chip formation, crimping, and ejection reveals that optimizing chip morphology is crucial for improving drilling performance. The non-coaxial spiral surface design can improve chip evacuation performance and reduce chip clogging and heat buildup by changing the cutting edge geometry to affect chip curl and discharge path. Analysis of tool wear patterns: Through a detailed analysis of tool wear patterns, it was found that traditional drill tips wear the most in certain areas of the cutting process, such as the cutting lip angle and cross edge. The non-coaxial design is designed to optimize force distribution in these critical areas and extend tool life.
Concerns about hole quality defects:Common hole quality defects during drilling, such as delamination, chipping, burrs, and surface roughness, have prompted researchers to explore new drill tip geometries to improve these issues. Non-coaxial spiral drill tips help improve hole integrity and surface quality by optimizing force and heat distribution during cutting.
Development of CNC Grinding Technology: The emergence of advanced manufacturing equipment such as six-axis CNC grinding machines has made it possible to manufacture micro drill bits with complex non-coaxial helical surface geometries, translating theoretical designs into practical products.
In summary, the discovery of non-coaxial spiral drill tip technology is based on a deep understanding of the performance bottlenecks of traditional drill bits, and thanks to advanced mathematical modeling, simulation, and manufacturing techniques, it aims to solve specific machining challenges and achieve higher drilling performance.
3. The geometric structure of the traditional coaxial spiral drill tip and the non-coaxial spiral drill tip
The main geometric difference between the traditional coaxial spiral drill tip and the non-coaxial spiral drill bit is the relationship between the spiral surface axis and the drill bit body axis.
1. Traditional coaxial spiral drill bit:
Definition:The spiral axis of the flute and cutting edge of a conventional twist drill coincides with the main axis of the drill bit (i.e., the axis of the drill body).
Geometric features:
Spiral Groove: Spiral along the drill bit axis for chip evacuation and directing coolant.
Cutting Lips: Formed by the intersection of the spiral groove and the drill tip cone, it is the main cutting part.
Chisel Edge: Located in the center of the drill tip, connecting two cutting lips, it is usually the area with the greatest drilling force.
Point Angle: The angle between the two cutting lips of the drill tip, commonly 118° and 135°. 118° for soft metals and 135° for hard materials and hand-held drilling.
Clearance Angle: The angle between the back of the cutting edge and the surface of the workpiece to reduce friction.
Complexity: Despite its apparent simplicity, twist drill geometries are complex, with cutting logic involving multiple angles and surfaces. Advantages: Relatively simple structure, easy to manufacture, highly versatile, widely used in drilling various materials. Limitations: Under certain extreme conditions (such as micro-drilling, hard material processing), there may be problems such as high cutting force, poor chip evacuation, poor hole quality, and rapid tool wear.
2. Non-coaxial Helical Flank Micro-drill:
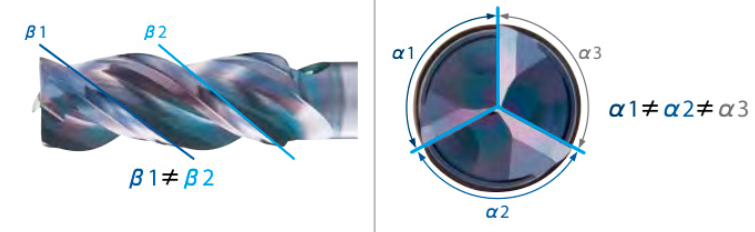
Definition:There is an angle (φ) between the spiral axis and the axis of the drill body of the non-coaxial spiral drill tip, that is, the axis of the spiral surface and the main axis of the drill bit do not coincide. This design is often applied to micro drill bits to optimize their cutting performance.
Geometric features:
Helical surface axis deviation:This is the core feature. By forming an angle between the spiral face axis and the drill body axis, the geometry of the cutting edge, especially the cross edge area and the inclination angle of the cutting lip, can be changed.
Optimized cross edge:Non-coaxial designs are often combined with techniques such as "cross-shaped chisel edge thinning". By reducing the length of the cross edge, drilling forces, tool temperature, and wear can be significantly reduced. For micro drills without cross edges, torque and tool temperatures may be higher and produce long strips of chips.
Cutting edge geometry adjustment:This non-coaxial design allows for more flexible adjustment of the rake angle, lip inclination angle, uncut chip thickness, and uncut chip width of the cutting edge, optimizing the cutting process.
The following table summarizes the key differences between the two drill tip geometries:
|
|
|
|
|---|---|---|
| Spiral plane axis |
|
|
| Horizontal blade |
|
|
| How many cutting edges are there? |
|
|
| Manufacturing complexity |
|
|
| Key benefits: |
|
|
| Typical applications: |
|
|
Non-coaxial spiral drill tip technology represents an important development direction in drill tip geometry, and through fine geometric control, a deeper optimization of the drilling process is realized.