1. The speed of the white steel knife should not be too fast. 2. Copper workers use less white steel knives and more flying knives or alloy knives.3. When the workpiece is too high, it should be thickened with knives of different lengths in layers.4. After roughing with a large knife, use a small knife to remove the remaining material to ensure that the allowance is consistent before the knife is clean.5. Flat application of flat bottom knife processing, less ball cutter processing to reduce processing time.6. When the copper worker cleans the corner, first check the R size on the corner, and then determine how big the ball cutter is used.7. The corners of the calibration plane should be flat.8. Where the slope is an integer, applySlope knifeprocessing, such as tube positions.9. Before doing each process, think about the remaining margin after the previous process to avoid empty tools or too much processing.10. Try to take a simple knife path, such as shape, grooving, single-sided, and less surrounding.11. When going WCUT, if you can go FINISH, don't go ROUGH.12. When the shape of the light knife, first rough light, then polished, when the workpiece is too high, first smooth edges, then smooth bottom.
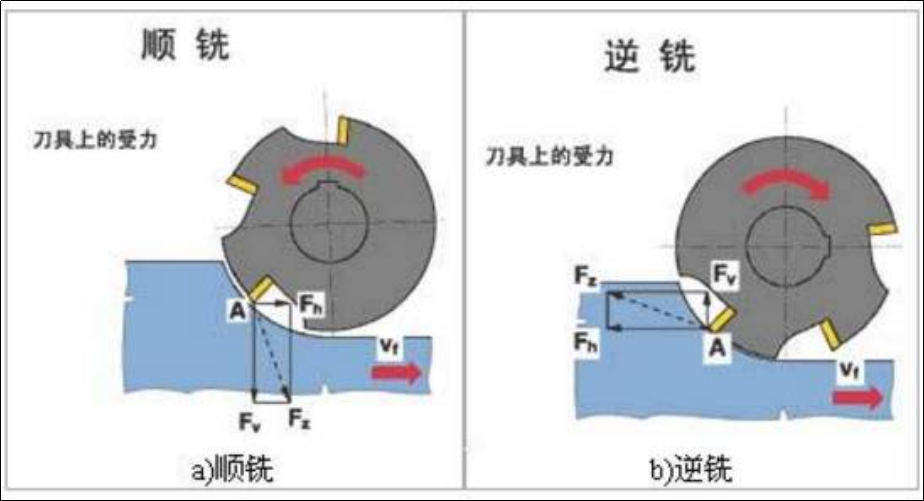
13. Set tolerances reasonably to balance machining accuracy and computer calculation time. When roughing, the tolerance is set to 1/5 of the margin, and when the light knife is opened, the tolerance is set to 0.01.14. Do more processes to reduce empty tool time. Think more and make fewer mistakes. Make more auxiliary line auxiliary surfaces to improve the processing situation.15. Establish a sense of responsibility, double-check each parameter and avoid rework.Read the jingle below!milling is not flat, use more ball cutters, less end cutters, don't be afraid of catching knives;The small knife clears the corners, and the big knife is refined;Don't be afraid of patching the surface, proper surface filling can improve the processing speed and beautify the processing effect.High hardness of blank material: reverse milling is better; Low hardness of blank materials:Follow millingBetter.Good precision, rigidity and finishing of machine tools: more suitable for forward milling, and vice versa.Finishing at the corners inside the parts is strongly recommended to use forward milling.Rough machining: reverse milling is better, finishing: forward milling is better.Good toughness and low hardness of tool materials: more suitable for rough machining (large cutting volume machining).Poor toughness and high hardness of tool materials: more suitable for finishing (small cutting volume machining).